

CNC dreiing
CNC-torning er ein bearbeidingsprocess som brukar datastyringsteknologi for å drive ein dreivverk. Processen inneber rotasjon av eit arbeidstykke medan eit skjerverktøy vert brukt på det, vanlegvis i lineær beveging, for å fjerne materiale og skapa cylindriske eller koniske former. Maskinens rørsler vert styrt av eit dataprogram, som gjer det mogleg for presis og automatisert produksjon.
- Oversikt
- Relaterte produkter
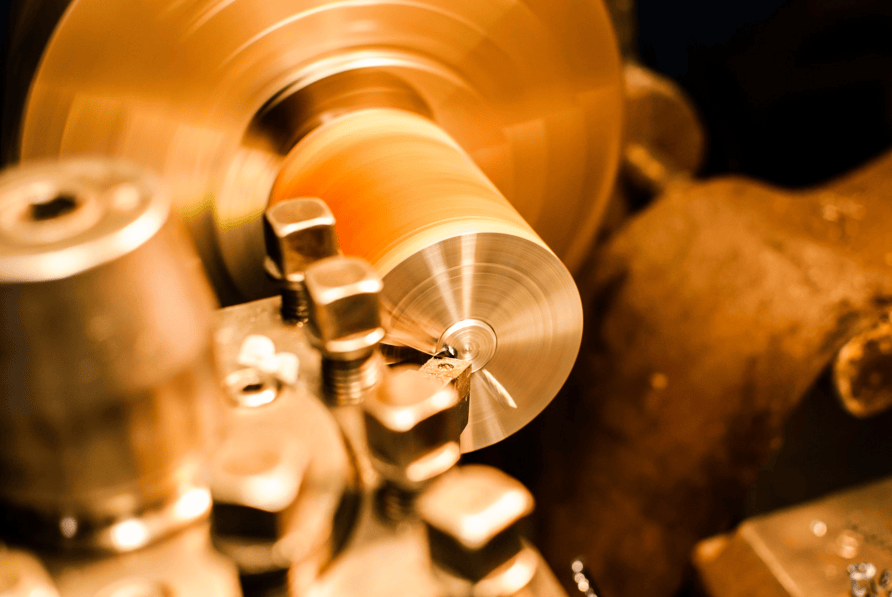
Hva er CNC dreiing
CNC dreiing er ein bearbeidingsproces som brukar CNC-teknologi for å drive ein dreivverk. Processen inneber rotasjon av eit arbeidstykke medan eit skjerverktøy vert brukt på det, vanlegvis i lineær beveging, for å fjerne materiale og skapa cylindriske eller koniske former. Maskinens rørsler vert styrt av eit dataprogram, som gjer det mogleg for presis og automatisert produksjon.
Kjerneegenskapar til NAITE TECH CNC Turning:
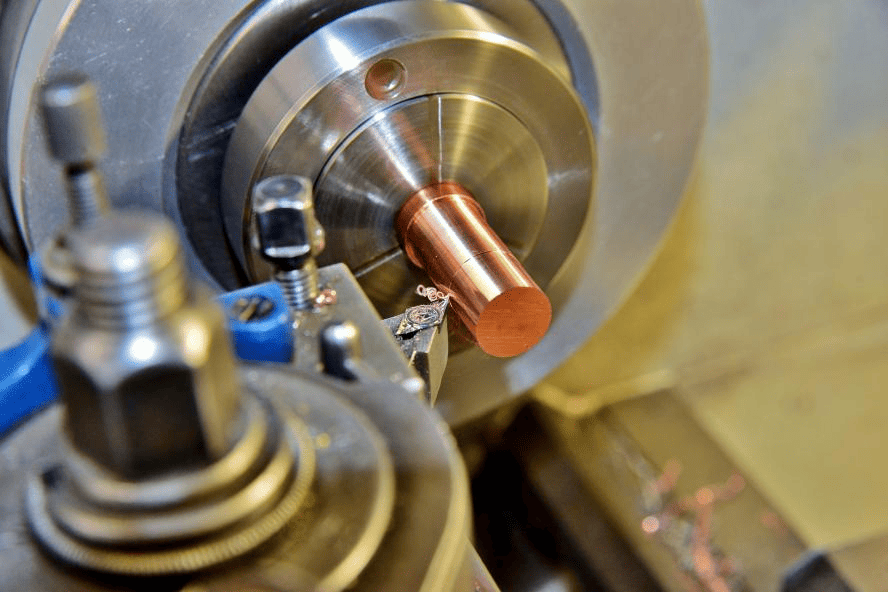
1.Rotasjonelt arbeidstykke: Ved CNC-sving er arbeidstykket montert på ein spindel og dreymd med høge fart, medan eit skjerverktøy bevegar seg langs lineære aksar (vanlegvis X- og Z-aksar) for å forma materialet.
2.Høgd presisjon: CNC-dreining kan oppnå høy presisjon med strenge toleranser, som vanlegvis er mellom ± 0,001 mm og ± 0,005 mm, avhengig av maskin og materiale.
3.Veldig til symmetriske former: CNC-dreining er ideell for å produsera runde eller cylindriske delar som akslar, stenger, buskingar og skiver. Det vert òg brukt til å produsera koniske, groove eller gjeve delar.
4.Versatilitet i materiale: CNC-torning kan arbeida med eit bredt spekter av materiale, inkludert metaller som aluminium, rustfritt stål, messing og titan, og dessutan plast og andre ikkje-metalliske materiale.
5.Effektivitet: CNC-virking gjer det mogleg å automatisere og høyhastighetsproduksjon av delar, og gjer den vel egna til både små og store produksjonsrunder. Det reduserer behovet for manuell arbeidskraft og øker produksjonseffektiviteten.
6.Skomplekse delfunksjonar: CNC-torning kan kombinerast med tilleggsprosesser som boring, bore og trekking, slik at det i ein enkelt oppsetjing kan skapast komplekse geometrier og detaljerte funksjonar.
7.Minimalt avfall: Den presise kontrollen av skjerverktøy i CNC-sving minskar avfall, og gjer det meir kostnadseffektivt og miljøvennleg.
Anvendingar av CNC-torning:
CNC-sving er mykje brukt i industriar som:
・Flyttekraftsindustrien: For å produsera komponenter som turbinklar og motordelar.
・Bilindustrien: For å laga delar som akslar, bremseskiver og motorakslar.
・Medisinsk: For produksjon av gjenstandar som kirurgiske instrument og implantatar.
・Elektronikk: For å laga komponenter som tilkoblar, husar og mekaniske delar.
CNC-torning er ein presis og effektiv bearbeidingsprosess som vert brukt til å laga cylindriske, koniske eller runde delar, med høy nøyaktighet og minimal manuell inngrep. Det er naudsynt for å produsera komplekse, høgkvalitetsdelar i ulike industriar.
Egenskap
Front- og bakoverlappande bearbeiding er mogleg med bakverktøysstaven.
Kompakt maskin med bakverktøyspist med Y-aks. Forbedrar bakbearbeidingsevne.
・ Forbetrar bearbeidingsevne ved ei innbyggd motor med høy ytelse som er utstyrt på hovudspindelen og bakspindelen.
・ Maksimalt 6 levande verktøy kan monteras på bakverkstøvet, og det kan fleksibelt håndtere ulike behov for bakbearbeiding
・ Mykkar om syklusen.
・ Live-verktøy på framsiden av verktøyspallen (valfri) med max. fart på 10.000min-1 reduserer syklusa til små hole bore.
 |
Maskinmerke | B0205 |
| Max. bearbeidingskjær | φ20 mm | |
| Hovudspindel-svingning | Max.10.000min-1 | |
| (Normal rotasjonsfart: 8.000min-1) | ||
| Hovudspindelhastigheten | Max.12,000min-1 (normal rotasjonsfart: 8,000min-1) | |
| Lagringskapasitet | 21 PCS | |
| Rask gjennomgangshastighet | 36m/min (X2, Z2) 32m/min (Y1, Z1) 24m/min (X1) | |
| 15m/min (Y2) (Y2-akselen er avgrensa til 6-akselege maskiner) | ||
| Hovudspindelmotor | 3,7/5,5 kW | |
| Motor med bakspindel | 2,2/3,7 kW |
Ved å velja ein verktøyspill og verktøysenhet og ordna dei etter bearbeidingsprocessen gjer det mogleg å ha mange ulike typer bearbeidingsalternativ.
・Ein unik skrådyktig dovetail-glidestyring for økte stivleik til verktøyspallen.
・4 typar verktøyspår er tilgjengelege for å tillate eit verktøyslag som er best egnet til dei kravte bearbeidingsanleggene.
・Funkjonen guide bush/non-guide bush selektor sikrar optimal bearbeiding for både lange og korte arbeidstykk.
 |
Maskinmerke | SB20R type G |
| Max. bearbeidingskjær | φ20 mm | |
| Hovudspindel-svingning | Max.10.000min-1 | |
| 6 verktøy (□12mm) / 7 verktøy (□10mm) | ||
| Maks.borekapabilitet | ø 12 mm ((1/2in) | |
| Maks.tapingskapasitet | M10 × P1,5 | |
| Haste mating | 35m/min ((X1,Y1,Z1,X2,Z2) | |
| Styring av C-aks | ||
| Tal av verktøy | 4-10 verktøy (val er med) |
Å oppnå ein så låg pris for ø20mm-maskin
Det er ein god samansetjing, med alle slags utstyr og funksjoner som trengs for bearbeiding som standardfunksjonar
Å oppnå forkorting av syklusavgan med NAITE TECH eigen kontrollmetode
 |
Maskinmerke | A20VII |
| Max. bearbeidingskjær | φ20 mm | |
| Hovudspindel-svingning | Max.10.000min-1 | |
| 200mm | ||
| Maksimal diameter for hovudspindel (tap,die) | M8 | |
| Maksimal borediameter for rotasjonsverktøy | 7 mm Dia | |
| Maksimal tappingsdiameter for rotasjonsverktøy | M6 | |
| 21 | ||
| Størrelse på verktøy | 12 mm Sq. (13 mm kvadrat, 16 mm kvadrat) |




